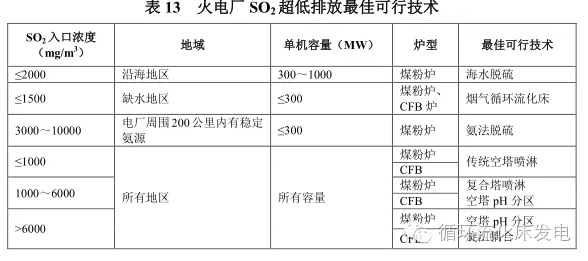
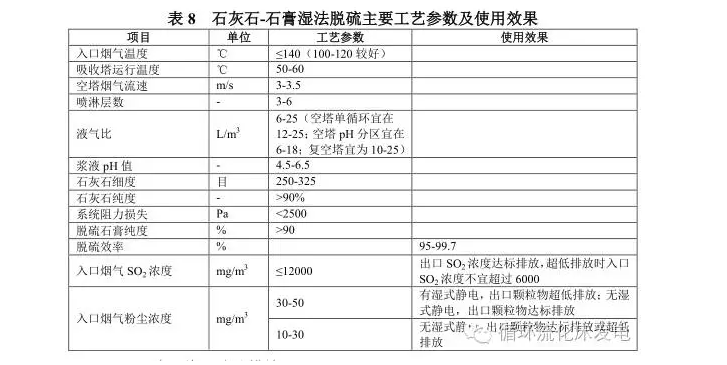
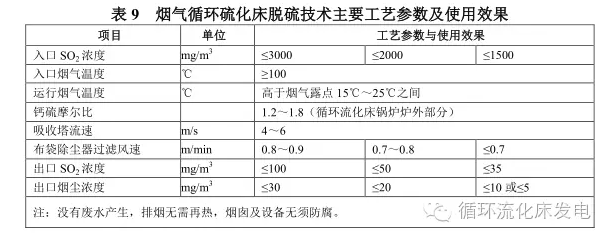
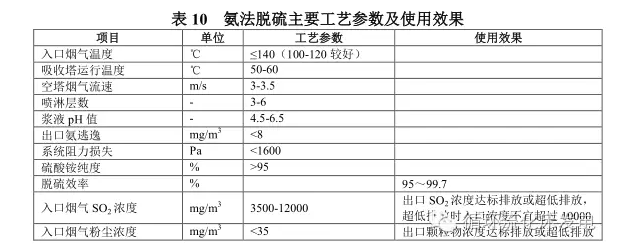
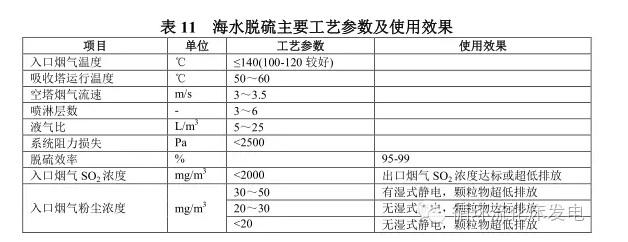
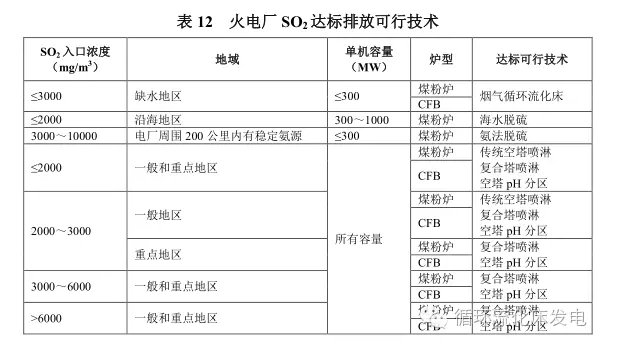
2бЬЦјЭбСђММЪѕАДееЭбСђЙЄГЬЪЧЗёМгЫЎКЭЭбСђВњЮяЕФИЩЪЊаЮЬЌ,бЬЦјЭбСђММЪѕЗжЮЊЪЊЗЈ、ИЩЗЈКЭАыИЩЗЈШ§жжЙЄве。ЪЊЗЈЭбСђЙЄвеАќРЈгУИЦЛљ、ФЦЛљ、УОЛљ、КЃЫЎКЭАБЕШМюадЮяжЪзїЮЊвКЬЌЮќЪеМС,ЦфЭбСђаЇТЪжївЊЪмНЌвКpHжЕ、вКЦјБШ、ЭЃСєЪБМф、ЮќЪеМСЦЗжЪМАгУСПЕФгАЯь;ЪЊЗЈЭбСђЛЙОпгааЭЌГ§ГОЙІаЇ,дкЪЕЯжSO2ДяБъЛђГЌЕЭХХЗХЕФЭЌЪБВЖМЏбЬЦјжаЕФПХСЃЮя,ИЈжњЪЕЯжбЬЦјПХСЃЮяГЌЕЭХХЗХ。ИЩЗЈ、АыИЩЗЈЭбСђЙЄвежївЊВЩгУИЩЬЌЮяжЪ(Р§ШчЯћЪЏЛв、ЛюадНЙЕШ)ЮќЪе、ЮќИНбЬЦјSO2。ЕчСІаавЕбЬЦјЭбСђММЪѕжавдЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђЙЄвеЮЊжї,еМЭбСђЛњзщШнСПЕФ92.46%(КЌЕчЪЏдќЗЈ);ЦфЫќММЪѕЛЙга:бЬЦјбЛЗСїЛЏДВЗЈЭбСђ(1.93%)、КЃЫЎЭбСђ(2.67%)、АБЗЈЭбСђ(1.94%)ЕШ。2.1 ЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђММЪѕЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђММЪѕвдКЌЪЏЛвЪЏЗлЕФНЌвКЮЊЮќЪеМС,ЮќЪебЬЦјжаSO2、HFКЭHClЕШЫсадЦјЬх。ЮќЪеЫўаЭАќРЈХчСмЫў、вКжљЫў、ЙФХнЫў、ЬюСЯЫў、ЭаХЬЫўЕШ,ЦфжаХчСмЫўгЩгкЦфдЫааПЩПП、ВйзїМђЕЅ,гІгУзюЮЊЙуЗК。дкЮќЪеЫўФк,бЬЦјжаSO2гыЪЏЛвЪЏЗДгІаЮГЩбЧСђЫсИЦ,дйЙФШыПеЦјЧПжЦбѕЛЏ,зюКѓЩњГЩИБВњЮяЪЏИр,ДгЖјДяЕНЭбГ§SO2ЕФФПЕФ,ЭбСђОЛбЬЦјОГ§ЮэЦїГ§ЮэКѓХХЗХ。ЭбСђЯЕЭГжївЊАќРЈЮќЪеЯЕЭГ、бЬЦјЯЕЭГ、ЮќЪеМСжЦБИЯЕЭГ、ЪЏИрЭбЫЎМАжќДцЯЕЭГ、ЗЯЫЎДІРэЯЕЭГ、Г§ЮэЦїЯЕЭГ、здЖЏПижЦКЭдкЯпМрВтЯЕЭГ。ЯЕЭГЭбСђаЇТЪПЩДя98.5%вдЩЯ。ЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђММЪѕГЩЪьЖШИп,ЖТШћ、ИЏЪДЕШИКУцгАЯьвђЫиПЩПи,дЫЮЌГЩБОЕЭ,ЭбСђЫўФкЕїНкЪжЖЮНЯЖр,ПЩИљОнШыПкбЬЦјЬѕМўКЭХХЗХвЊЧѓ,ЭЈЙ§ИФБфЮяРэДЋжЪЯЕЪ§ЛђЛЏбЇЮќЪеаЇТЪЕШЖржжЪжЖЮЕїНкЭбСђаЇТЪ,БЃГжГЄЦкЮШЖЈдЫааВЂЪЕЯжДяБъХХЗХ。вђДЫЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђММЪѕЖдУКжж、ИККЩБфЛЏОљОпгаНЯЧПЕФЪЪгІад,ЖдSO2ХЈЖШЕЭгк12000mg/m3ЕФШМУКбЬЦјОљПЩЪЕЯжSO2ДяБъ(100mg/m3Лђ50mg/m3)。ДЫММЪѕЛЙПЩВПЗжШЅГ§бЬЦјжаЕФSO3、ПХСЃЮяКЭжиН№Ъє,ЫцзХШМУКЕчГЇДѓЦјЮлШОЮяГЌЕЭХХЗХЕФШЋУцЪЕЪЉ,ЪЊЗЈЭбСђЫўаЭЌИпаЇГ§ГОвбГЩЮЊГЌЕЭХХЗХММЪѕТЗЯпЕФживЊзщГЩВПЗж。ЪЏЛвЪЏ-ЪЏИрЗЈЭбСђаЇТЪжївЊЪмНЌвКpHжЕ、вКЦјБШ、ЭЃСєЪБМф、ЮќЪеМСЦЗжЪМАгУСП、ЫўФкЦјСїЗжВМЕШЖржжвђЫиЕФгАЯь。ЮвЙњЪЏЛвЪЏзЪдДЙуЗК,МлИёБувЫ,ЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђОпгаСМКУЕФЕигђЪЪгІадКЭОМУПЩааад,ЪЧЕчСІаавЕбЬЦјЭбСђММЪѕжаЕФжїСїММЪѕ。ЕЋЮќЪеМСЪЏЛвЪЏЕФПЊВЩ,ЖджмБпЩњЬЌЛЗОГПЩФмдьГЩвЛЖЈГЬЖШЕФгАЯь,ЫљВњЩњЕФЭбСђЪЏИрШчЮоЗЈЪЕЯжзЪдДбЛЗРћгУвВгаПЩФмВњЩњвЛЖЈЕФЛЗОГгАЯь。ЮЊТњзуШевцбЯИёЕФХХЗХвЊЧѓ,ДЋЭГЪЏЛвЪЏ-ЪЏИрХчСмПеЫўЭбСђЙЄвеЭЈЙ§ЕїећЫўФкХчСмВМжУ、бЬЦјСїГЁгХЛЏ、МгзАЬсаЇзщМўЕШЗНЗЈЬсИпЭбСђаЇТЪ,аЮГЩЖржжаТаЭИпаЇЭбСђЙЄве,жївЊЗжЮЊИДКЯЫўММЪѕКЭПеЫўpHЗжЧјММЪѕ。ВЛЭЌЕФЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђЙЄве,ЪЏЛвЪЏНЌвКдкЮќЪеЫўФкВМжУ、ЪфЫЭЗНЗЈВЛОЁЯрЭЌ,ЕМжТдкЯрЭЌШыПкбЬЦјЬѕМўЯТЫфОљФмЪЕЯжSO2ДяБъХХЗХЛђГЌЕЭХХЗХ,ЕЋЛљНЈЩшБИЭЖзЪ、дЫааЮЌЛЄГЩБОКЭадФмЮШЖЈадЗНУцвВгаЫљВюБ№,ашИљОнЕчГЇЪЕМЪЧщПізлКЯПМТЧадФмжИБъ、дЫаажИБъКЭОМУжИБъ,бЁдёгІгУЙЄвеТЗЯп。дкЭбСђЫўЕзВПНЌвКГиКЭЩЯВПХчСмВужЎМфвдМАХчСмВужЎМфМгзАЭаХЬРрЛђЙФХнРрЕШЦјвКЧПЛЏДЋжЪзАжУ,аЮГЩЮШЖЈЕФГжвКВу,бЬЦјДЉдНГжвКВуЪБЦјвКЙЬШ§ЯрДЋжЪЫйТЪЕУвдЬсИп,ЭъГЩвЛМЖSO2ЭбГ§。ЮќЪеЫўЩЯВПХчСмВуЭЈЙ§ЕїећХчСмУмЖШМАЮэЛЏаЇЙћ,ЭъГЩЖдбЬЦјSO2ЕФЩюЖШЯДЕг,ЪЕЯжSO2ДяБъЛђГЌЕЭХХЗХ。ЩЯЪіSO2ЭбГ§діаЇЪжЖЮЛЙгааЭЌВЖМЏбЬЦјжаПХСЃЮяЕФИЈжњЙІФм,дйСЊКЯЭбСђЫўФк、ЭтМгзАЕФИпаЇГ§ЮэЦї,ИДКЯЫўЯЕЭГЕФПХСЃЮяаЭЌЭбГ§аЇТЪвЛАуПЩАД50%~80%МЦ。ИУРрММЪѕЕФЕфаЭДњБэАќРЈа§ЛуёюКЯ、ЗаЬкХнФ、а§СїЙФХн、ЫЋЭаХЬОљСїдіаЇАхЕШЙЄве。Цфжаа§ЛуёюКЯЭбСђЙЄведкГЌЕЭХХЗХЙЄГЬжагІгУНЯЮЊЙуЗК,ЭЖдЫМАдкНЈЛњзщзАЛњШнСП88635MW。АќРЈдкХчСмЫўФкМгзАИєРыЬхЕШЪжЖЮДгЖјЖдЭбСђНЌвКЪЕЪЉЮяРэЗжЧјЛђвРРЕНЌвКздЩэЬиЕу(СїЖЏЗНЯђ、УмЖШЕШ)аЮГЩздШЛЗжЧј,ДяЕНЖдНЌвКpHЕФЗжЧјПижЦ。ВПЗжЭбСђНЌвКpHЮЌГждкНЯЕЭЧјМф(4.5~5.3)вдШЗБЃЪЏЛвЪЏШмНтКЭЭбСђЪЏИрЦЗжЪ,ВПЗжЭбСђНЌвКpHжЕдђЬсИп(5.8~6.4),зюжеБЃжЄЖдбЬЦјSO2ЕФЮќЪеаЇТЪ。гыДЫЭЌЪБ,гХЛЏЭбСђНЌвКХчСм(ХчСмУмЖШ、ЮэЕЮСЃОЖЕШ),ВЛНіПЩвдЬсИпЭбСђаЇТЪ,ЖдбЬЦјжаЯИЮЂПХСЃЮяЕФаЭЌВЖМЏвВгадіаЇзїгУ,дйСЊКЯЭбСђЫўФк、ЭтМгзАЕФИпаЇГ§ЮэЦї,pHЗжЧјЯЕЭГПХСЃЮяаЭЌЭбГ§аЇТЪвЛАуПЩАД50%~70%МЦ。ЕфаЭЙЄвеАќРЈЪЏЛвЪЏ-ЪЏИрЗЈЕЅЫўбЛЗ、ЫЋЫўбЛЗ(pHЮяРэЗжЧј)、ЪЏЛвЪЏ-ЪЏИрЗЈЕЅЫўЫЋЧј、ЫўЭтНЌвКЯфpHЗжЧј(pHздШЛЗжЧј)ЕШЭбСђЙЄве。ЦфжаЫЋбЛЗЙЄвеЕФзАЛњШнСПвбДя30000MWвдЩЯ,ЕЅЫўЫЋЧјММЪѕЕФзАЛњШнСПЮЊ65000MW。ЕБЧАИїРрЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђЙЄведкШЗБЃSO2ДяЕНГЌЕЭХХЗХЯожЕЧАЬсЯТЛЙгІПМТЧаЭЌЭбГ§ПХСЃЮяаЇТЪ。ОпЬхЕФПХСЃЮяаЭЌЭбГ§аЇТЪГ§ШЁОігкЫљВЩгУЕФММЪѕЭт,ЛЙЪмЕНдЫааЬѕМў,ШчШыПкПХСЃЮяХЈЖШЕШЬѕМўгАЯь,ЭЌЪБЛЙашМцЙЫЯргІФмКФ。Г§ЮэЦїзїЮЊЭбСђЯЕЭГЕФвЛВПЗжгІБЃжЄЬгвнЮэЕЮХЈЖШЕЭгк50mg/m3,ЮэЕЮКЌЙЬСПвЫПижЦдк5%вдЯТ。2.1.4 жївЊЙЄвеВЮЪ§МАЪЙгУаЇЙћЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђжївЊЙЄвеВЮЪ§МАЪЙгУаЇЙћМћБэ8。ЭбСђЯЕЭГЛсВњЩњЭбСђИБВњЮяЪЏИр、ЭбСђЗЯЫЎМАдыЩљЮлШО,ЭЌЪБЭбСђдбЬЦјжаМаДјЕФЗлГО,Г§ВПЗжБЛЭбСђНЌвКВЖМЏНјШыЭбСђЪЏИрКЭЭбСђЗЯЫЎЭт,ВагрбЬЦјЗлГОКЭЬгвнЭбСђНЌвКжаЕФЪЏИрЛЙЛсНјШыДѓЦјдьГЩПХСЃЮяЖўДЮХХЗХЮлШО。ЭбСђЪЏИрПЩвдЭтдЫзлКЯРћгУ;ЭбСђЗЯЫЎгІДІРэКѓЛигУ;ОЁПЩФмбЁгУЕЭдыЩљЩшБИ,дкЩшМЦжазХжиДгЯћЩљ、ИєЩљ、МѕеёЩЯНјааПМТЧ。ЭЈЙ§ЭбСђЫўФкНЌвКХчСмЗжВМгХЛЏЬсИпаЭЌГ§ГОаЇТЪ、Г§ЮэЦїЬсаЇВЂгХЛЏдЫааЙмРэЕШДыЪЉ,НјЖјНЕЕЭЭбСђОЛбЬЦјжаПХСЃЮяХЈЖШ。2.2 бЬЦјбЛЗСїЛЏДВЭбСђММЪѕбЬЦјбЛЗСїЛЏДВЭбСђММЪѕЪЧвдбЛЗСїЛЏДВдРэЮЊЗДгІЛљДЁЕФбЬЦјЭбСђГ§ГОММЪѕ,ЭЈЙ§бЛЗСїЛЏДВЮќЪеЫўФкгыЫўЭтЕФЮќЪеМСЕФЖрДЮдйбЛЗ,ЪЙЮќЪеМСгыбЬЦјНгДЅЪБМфдіМг,ДгЖјЬсИпЭбСђаЇТЪКЭЮќЪеМСЕФРћгУТЪ。дбЬЦјДгЕзВПНјШыЮќЪеЫў,ОЙ§ЮФЧ№РяЖЮМгЫй,гыЮќЪеМС、бЛЗЛвЕШЛьКЯаЮГЩбЬЦјбЛЗСїЛЏДВ,дкбЛЗСїЛЏДВФк,ЭЈЙ§ХчШыЕФНЕЮТЪЊШѓЫЎ、ИпХЈЖШПХСЃМфЕФМЄСвЕиЭФЖЏгыЛьКЯ,ЗЂЩњЦј-ЙЬ-вКШ§ЯрЕФРызгаЭЗДгІ,бЬЦјжаSO2МАЦфЫќЫсадЦјЬхгыЮќЪеМСCa(OH)2ЗДгІЖјБЛЭбГ§。ЭЌЪБ,ХчШыЕФЫЎЗжБЛГфЗжеєЗЂ,ИЩдяКЌГОбЬЦјДгЮќЪеЫўЖЅВПХХГіНјШыЯТгЮЕФЭбСђГ§ГОЦїЪеМЏЭбСђИБВњЮя,Г§ГОЦїЪеМЏЕФИБВњЮяДѓЖрбЛЗЛиЮќЪеЫўНјааИпБЖТЪбЛЗЗДгІРћгУ,ЩйСПЭбСђИБВњЮяЭЈЙ§ЪфЫЭЩшБИЭтХХ。зюКѓОЛЛЏКѓЕФбЬЦјОЙ§в§ЗчЛњЭтХХ。бЬЦјбЛЗСїЛЏДВЭбСђММЪѕОпгаММЪѕГЩЪь、ЙЄвеСїГЬМђНр、еМЕиУцЛ§аЁ、НкФмНкЫЎ、ХХбЬЮоашдйШШ、ЩшБИбЬДбЮоашЗРИЏ、УЛгаЗЯЫЎВњЩњЕШЬиЕу,ИБВњЮяЮЊИЩЬЌ,БугкзлКЯРћгУ。бЬЦјбЛЗСїЛЏДВЭбСђаЇТЪЪмЖржжвђЫигАЯь,АќРЈИЦСђБШ、ЗДгІЮТЖШ、ХчЫЎСП、ЭЃСєЪБМфЕШ。бЬЦјбЛЗСїЛЏДВЭбСђММЪѕЖдЮќЪеМСЦЗжЪвЊЧѓНЯИп,ЩњЪЏЛвЛюадT60аЁгк4Зжжг,ЭЌЪБЯЕЭГашМгзАЧхНрбЬЦјдйбЛЗвдЮШЖЈЮќЪеЫўШыПкбЬЦјИККЩ。ИУММЪѕЪЪгУгкШМгУжаЕЭСђУКЛђгаТЏФкЭбСђЕФбЛЗСїЛЏДВЛњзщ,ЬиБ№ЪЪКЯШБЫЎЕиЧј。ЮќЪеЫўШыПкSO2ХЈЖШЕЭгк3000mg/m3ЪБПЩЪЕЯжДяБъХХЗХ,ЕЭ1500mg/m3(1)660MWДѓаЭЛЏбЬЦјбЛЗСїЛЏДВЭбСђММЪѕЭЈЙ§ЮќЪеЫўКЭДќЪНГ§ГОЦїМАЯрЙиЩшБИЕФДѓаЭЛЏгІгУбаЗЂ,ВЩгУЖрЫўбЬЦјЗжХфМАЦНКтММЪѕ,ЪЕЯжбЬЦјбЛЗСїЛЏДВЭбСђММЪѕ660MWДѓаЭЛЏгІгУЕФЭЛЦЦ,ВЂвбдк2ЬЈ660MWЛњзщНјааСЫЙЄГЬЪОЗЖ,дкЭбСђЫўШыПкSO2ХЈЖШаЁгк1500mg/m3ЪБ,ЪЕЯжSO2ХЈЖШаЁгк35mg/m3ЕФХХЗХ。(2)бЛЗбѕЛЏЮќЪеаЭЌЭбЯѕММЪѕбЛЗбѕЛЏЮќЪеаЭЌЭбЯѕММЪѕ(CirculatingOxidationandAbsorption,МђГЦCOA),РћгУбЛЗСїЛЏДВМЄСвЭФЖЏЕФ、ОоДѓБэУцЛ§ЕФПХСЃзїЮЊЗДгІдиЬх,ЭЈЙ§бЬЦјздЩэЛђЭтМгбѕЛЏМСЕФбѕЛЏзїгУ,НЋбЬЦјжаNOзЊЛЏЮЊNO2,ШЛКѓгыМюадЮќЪеМСЗЂЩњжаКЭЗДгІЪЕЯжЭбЯѕ,ОМУаЭЌЭбЯѕаЇТЪ40%~60%。COAММЪѕПЩЕЅЖРгУзїЕчГЇТЏКѓЕФбЬЦјЭбЯѕ,вВПЩгыSCRЛђSNCRЭбЯѕММЪѕНјаагаЛњНсКЯ,зїЮЊбЬЦјNOXГЌЕЭХХЗХЕФЙЄвебЁХф。COAММЪѕвбОдк30ЖрЬЈ(АќРЈ300MWЕШМЖ)ШМУКЛњзщЩЯЕУЕНгІгУ。2.2.4 жївЊЙЄвеВЮЪ§МАЪЙгУаЇЙћбЬЦјбЛЗСђЛЏДВЭбСђММЪѕЕФжївЊЙЄвеВЮЪ§МАЪЙгУаЇЙћМћБэ9。бЬЦјбЛЗСїЛЏДВЭбСђЯЕЭГВњЩњЭбСђИБВњЮяЮЊИЩЛвдќ,ПЩЭтдЫНјаазлКЯРћгУ,ШчжЦзЉ、ИЩЗлЩАНЌ、ТЗЛљВФСЯ、ЭСШРИДПбЕШ;ећИіЯЕЭГЮЊИЩЬЌдЫаа,УЛгаЗЯЫЎВњЩњ;бЬДбЭтХХбЬЦјЮоашдйШШ。ЭбСђЯЕЭГЛсВњЩњдыЩљЮлШО,ОЁПЩФмбЁгУЕЭдыЩљЩшБИ,дкЩшМЦжазХжиДгЯћЩљ、ИєЩљ、МѕеёЩЯРДНЕЕЭдыЩљЮлШО。АБЗЈЭбСђдРэЪЧШмНтгкЫЎжаЕФАБКЭбЬЦјНгДЅЪБ,гыЦфжаЕФSO2ЗЂЩњЗДгІЩњГЩбЧСђЫсяЇ,бЧСђЫсяЇНјвЛВНгыбЬЦјжаЕФSO2ЗДгІЩњГЩбЧСђЫсЧтяЇ,бЧСђЫсЧтяЇдйгыАБЫЎЗДгІЩњГЩбЧСђЫсяЇ,ЭЈЙ§бЧСђЫсЧтяЇгыбЧСђЫсяЇВЛЖЯЕФбЛЗ,вдМАСЌајВЙГфЕФАБЫЎ,ВЛЖЯЭбГ§бЬЦјжаЕФSO2,АБЗЈЭбСђЕФзюжеИБВњЦЗЮЊСђЫсяЇ。ЭбСђаЇТЪПЩДяЕН98%вдЩЯ。гЩгкАБЦјМюадЧПгкЪЏЛвЪЏ,ЙЪАБЗЈЭбСђЙЄвеПЩдкНЯаЁЕФвКЦјБШЬѕМўЯТЪЕЯж98%вдЩЯЕФЭбСђаЇТЪ,МгжЎВЩгУПеЫўХчСмММЪѕ,ЯЕЭГдЫааФмКФЕЭ,ЧвВЛвзНсЙИ,вВВЛВњЩњЗЯЫЎ。ЕЋДЫЙЄвеЖдШыПкбЬЦјКЌГОСПвЊЧѓНЯбЯ,вЛАуаЁгк35mg/m3。АБЗЈЭбСђЖдУКжаСђКЌСПЕФЪЪгІадЙу,ЕЋПМТЧЕНОМУПЩааад,ИУММЪѕжївЊгУгкжа、ИпСђУКЭбСђ,АБЗЈЭбСђЕФИБВњЦЗСђЫсяЇЮЊживЊЕФЛЏЗЪдСЯ,вђДЫАБЗЈЭбСђЪЧзЪдДЛиЪеаЭЛЗБЃЙЄве。гЩгквдАБЦј、АБЫЎЮЊЮќЪеМС,вђДЫВЩгУИУЙЄвеЕчГЇжмБпгІгаЮШЖЈАБРДдД。АБЗЈЭбСђаЇТЪжївЊЪмНЌвКpHжЕ、вКЦјБШ、ЭЃСєЪБМф、ЮќЪеМСгУСП、ЫўФкЦјСїЗжВМЕШЖржжвђЫиЕФгАЯь。ТШ、ЗњЕШдгжЪдкЭбСђЙ§ГЬжаж№НЅИЛМЏгкЮќЪевКжа,гАЯьСђЫсяЇНсОЇаЮЬЌКЭЭбЫЎаЇТЪ,вђДЫашЖЈЦкЭтХХОЛЛЏ。ИБВњЦЗСђЫсяЇОпгаИЏЪДад,ЙЪЮќЪеЫўМАЯТгЮЩшБИгІбЁгУФЭИЏЪДВФСЯ。ЕчСІаавЕВЩгУАБЗЈбЬЦјЭбСђММЪѕдМЮЊЭбСђзАЛњзмШнСПЕФ1.94%,жївЊгУгкЛЏЙЄЦѓвЕздБИЕчГЇ10ЭђkWЕШМЖМАвдЯТЕФШМУКЛњзщ。гыЯжгаЕФАБЗЈЯрБШ,аТАБЗЈ(NADS)ЭбСђЙЄведкЙЄвеЩЯИќЮЊСщЛю,ЙЄвежаЕФNH3КЭH2OЪЧЗжБ№НјШыЮќЪеЫў,ПЩвдИљОнВЛЭЌЕФЧщПіЩњВњСђЫсяЇ、СзЫсвЛяЇЛђЯѕЫсяЇЛЏЗЪ,ВЂСЌВњИпДПЖШЕФSO2ЦјЬх。ХЈЫѕКѓЕФSO2ЦјЬхПЩгУгкЩњВњИпжЪСПЕФЙЄвЕСђЫс。ЮќЪеЫўЕФЮќЪеЮТЖШдк50ºCзѓгв,SO2ЮќЪеТЪДѓгк95%,ЮќЪеКѓЕФбЬЦјНјШыдйШШЦї,Щ§ЮТЕНДѓгк70ºC,НјШыбЬДбХХЗХ,ЮќЪеЫўЮЊЖрМЖбЛЗЮќЪе,вЛАуМЖЪ§ЮЊ3~5МЖ。ДЫЙЄвеЮќЪеЫўГіПкбЬЦјжаNH3КЌСПЕЭ,АБЫ№КФаЁ;ЮќЪевКЕФбЛЗСПаЁ、вКЦјБШаЁ、ФмКФЕЭ。2.3.4 жївЊЙЄвеВЮЪ§МАЪЙгУаЇЙћАБЗЈЭбСђММЪѕЕФжївЊЙЄвеВЮЪ§МАЪЪгУаЇЙћМћБэ10。АБЗЈЭбСђЙ§ГЬжаЛсВњЩњАБЬгвн,БиаыМгзАОВЕчГ§ЮэЦїЛђГЌЩљВЈЭХОлЦїЕШПХСЃЮяВЖМЏзАжУ,МѕЩйЖдЛЗОГЕФЖўДЮЮлШО;АБЗЈЭбСђЙЄвеРэТлЩЯПЩЪЕЯжЗЯЫЎСуХХЗХ,ЕЋгЩгкЮќЪевКбЛЗРћгУЙ§ГЬжаФкдгжЪИЛМЏЙ§Жр,гАЯьЭбСђЮШЖЈдЫаа,ашЖЈЦкОЛЛЏДІРэКѓЭтХХ。КЃЫЎжаКЌгаЯрЕБЪ§СПЕФOH-、HCO3-、CO32-ЕШМюадРызг,pHжЕдМЮЊ8,ДгЖјЪЙКЃЫЎОпгаНЯЧПЕФЮќЪеSO2КЭЫсМюЛКГхФмСІ。КЃЫЎбЬЦјЭбСђММЪѕОЭЪЧРћгУЬьШЛКЃЫЎЕФетжжЬиад,ЭбГ§бЬЦјжаSO2,дйгУПеЦјЧПжЦбѕЛЏЮЊСђЫсбЮШмгкКЃЫЎжаЕФвЛжжЪЊЪНбЬЦјЭбСђЗНЗЈ。ЯЕЭГЭбСђаЇТЪПЩДя98%вдЩЯ。КЃЫЎЗЈбЬЦјЭбСђММЪѕЪЧвдКЃЫЎЮЊЭбСђЮќЪеМС,Г§ПеЦјЭтВЛашЦфЫќЬэМгМС,МШБЃЛЄЛЗОГ,гжНкдМЪЏЛвЪЏКЭЕЫЎзЪдД,ЧвЙЄвеМђНр,дЫааПЩПП,ЮЌЛЄЗНБу。ЭЈЙ§гХЛЏЫўФкбЬЦјСїГЁЗжВМ、вКЦјБШ、МгзАКЃЫЎОљВМзАжУЕШЪжЖЮ,ПЩЪЕЯжSO2ДяБъЛђГЌЕЭХХЗХ。ЕЋЪмЕигђЯожЦ,НіЪЪгУгкгЕгаНЯКУКЃгђРЉЩЂЬѕМўЕФБѕКЃЛ№ЕчГЇ,ЧвЦфЦНОљШМУККЌСђТЪВЛвЫИпгк1%。2.4.3 жївЊЙЄвеВЮЪ§МАЪЙгУаЇЙћКЃЫЎЭбСђЕФжївЊЙЄвеВЮЪ§МАЪЪгУаЇЙћМћБэ11。ЯДЕгбЬЦјКѓЕФКЃЫЎpHжЕКЭбЮЖШЕШжИБъЗЂЩњБфЛЏ,ашОДІРэДяЕНЕБЕиКЃгђЫЎжЪЛЗОГвЊЧѓКѓ,ВХПЩжБНгХХЗХ。2.5.1 ЛюадНЙЭбСђММЪѕ(зЪдДЛЏММЪѕ)ЕБбЬЦјжагаO2КЭЫЎеєЦћЪБ,РћгУЛюадНЙБэУцЕФДпЛЏзїгУ,НЋЦфЮќИНЕФSO2бѕЛЏЮЊSO3,SO3дйКЭЫЎеєЦјЗДгІЩњГЩСђЫс。ЫцзХЛюадНЙБэУцСђЫсЕФдіМг,ЛюадНЙЕФЮќИНФмСІвВж№НЅНЕЕЭ,вђДЫашЭЈЙ§ЯДЕгЛђМгШШЗНЪНдйЩњ。ММЪѕЬиЕуЪЧПЩНкЫЎ80%вдЩЯ,ЪЪКЯЫЎзЪдДибЗІЕиЧј;ЭбСђЮТЖШдк140Ёцзѓгв,бЬЦјВЛгУдйШШ;ИЏЪДадаЁ。ПЩЪЕЯжСђЕФзЪдДРћгУ,ЖдЛЗОГЖўДЮЮлШОаЁ,дкЛюадНЙЪфЫЭ、ЩИЗжЙ§ГЬжаВњЩњЗлГО。ИУММЪѕашдкНЯЕЭЦјСїЫйЖШЯТНјааЮќИН,ЙЪЫљашЛюадНЙЬхЛ§НЯДѓ,ЧвдЫаажаЛюадНЙДцдкФЅЫ№、ЪЇЛюЕШЮЪЬт。ИУММЪѕЭбСђаЇТЪДѓгк95%,ЭЌЪБОпгаЭбЯѕ、Г§ЙЏЕШЙІФм,дкЙњФкЕчСІаавЕЩаЮоЙЄГЬгІгУ。2.5.2 гаЛњАЗЭбСђММЪѕ(зЪдДЛЏММЪѕ)гаЛњАЗSO2ЭбГ§ММЪѕЪЧРћгУзЈгУгаЛњАЗзїЮЊЮќЪеМСЮќЪебЬЦјжаЕФSO2,дйНЋSO2НтЮіГіРДаЮГЩДПОЛЕФЦјЬЌSO2;НтЮіГіРДЕФSO2ЫЭШыГЃЙцСђЫсЩњВњСїГЬжа,НјааСђЫсЕФЩњВњ。ИУММЪѕЭбСђаЇТЪПЩ99.8%,ЛиЪеРћгУSO2аЮГЩСђЫс,ЮоЖўДЮЮлШО。ЕЋЪЧ,гаЛњАЗЭбСђЗЈЖдЭбСђдбЬЦјжаЗлГО、ТШ、ЗњКЌСПвЊЧѓНЯбЯ,ашЖддбЬЦјНјааИпаЇдЄДІРэ,ДЫЭтгаЛњАЗЕФПЙбѕЛЏадвдМАЭбСђЙ§ГЬжаЩњГЩЕФШШЮШЖЈбЮЭбГ§ЮЪЬташНјвЛВНбаОПНтОі。зЈгУгаЛњАЗМлИёАКЙѓ、вЛДЮЭЖзЪДѓ,дЫааФмКФКЭГЩБОНЯИп。ЙњФкНігавЛИіЙЄГЬгІгУ。2.5.3 ЩњЮяЭбСђММЪѕ(зЪдДЛЏММЪѕ)ЩњЮяЭбСђММЪѕЪЧНЋЩњЮяЭбСђММЪѕКЭЯДЕгММЪѕЯрНсКЯ,гУПЩВЛЖЯдйЩњЕФМюШмвКНЋбЬЦјжаЕФSO2ЯДЕгНјШывКЯрКѓ,РћгУашбѕ、бсбѕОњЕФЩњЮяЬиадНЋSO2зЊЛЏГЩСђЛЧЕФзЪдДЛЏЭбСђММЪѕ。РћгУИпХЈЖШЛЏбЇашбѕСП(COD)ЗЯЫЎзїЮЊЮЂЩњЮяЕФгЊбјдД,вдЮлжЮЮл。ећИіЙЄвеСїГЬЫЎКФЕЭ、ВњЦЗРћгУМлжЕИп,ОпгаЕфаЭЕФбЛЗОМУЬиЕу。ЙњФкгаЩйСПЙЄГЬгІгУ。ЪЏЛвЪЏ-ЪЏИрЗЈ、бЬЦјбЛЗСїЛЏДВЗЈ、КЃЫЎЭбСђ、АБЗЈЭбСђЕШММЪѕОљПЩЪЕЯжЛ№ЕчГЇSO2ДяБъХХЗХ,ЕЋВЛЭЌЕФЭбСђЙЄве,гЩгкЦфЮќЪеМСжжРр、ЮќЪеМСдкЭбСђЫўФкВМжУ、ЪфЫЭЗНЗЈВЛОЁЯрЭЌ,ЕМжТВЛЭЌЭбСђЙЄвеЕФЪЪгУЗЖЮЇвВИїгаВржи。бЬЦјбЛЗСїЛЏДВЭбСђММЪѕжївЊвдЯћЪЏЛвЗлЛђЯћЪЏЛвНЌвКЮЊЮќЪеМС,вЛАуЭбСђаЇТЪдк93%~98%жЎМф,ЖдгкбЬЦјжаSO2ХЈЖШдк3000mg/m3вдЯТЕФжаЕЭСђУК,SO2ХХЗХХЈЖШПЩТњзу100mg/m3ЕФвЊЧѓ。ЪЪКЯгк300MWЕШМЖШМУКЙјТЏМАжааЁаЭЙЄвЕЙјТЏЕФSO2ЮлШОжЮРэ,ВЂвбдк600MWЕШМЖШМУКЛњзщНјааЙЄГЬЪОЗЖ,ЖдбЛЗСїЛЏДВЙјТЏдіМгТЏЭтЭбСђИФдьКЭШБЫЎЕиЧјИќЮЊЪЪгУ。АБЗЈЭбСђММЪѕЕФЭбСђЮќЪеМСжївЊВЩгУАБЫЎКЭвКАБ,ЭбСђаЇТЪдк95%вдЩЯ,ЭбСђЯЕЭГзшСІаЁгк1600Pa。АБЗЈЭбСђММЪѕЖдУКжж、ИККЩБфЛЏОљОпгаНЯЧПЕФЪЪгІад,ЪЪгУгкИїжжУКжжЕФаТ、ИФ、РЉНЈЛ№ЕчГЇЕФSO2жЮРэ,гШЦфЪЪгУгкИННќгаЮШЖЈАБдД、ЧвЕчГЇжмЮЇЛЗОГВЛУєИа、ЛњзщШнСПдк300MWвдЯТШМгУжа、ИпСђУКЕФЕчГЇ。КЃЫЎЭбСђММЪѕРћгУКЃЫЎЬьШЛМюадЪЕЯжSO2ЮќЪе,ЯЕЭГЭбСђаЇТЪПЩДя98%вдЩЯ。ЖдгкШыПкSO2ХЈЖШЕЭгк2000mg/m3ЕФБѕКЃЕчГЇЧвКЃЫЎРЉЩЂЬѕМўНЯКУ,ВЂЗћКЯНќАЖКЃгђЛЗОГЙІФмЧјЛЎвЊЧѓЪБ,ПЩвдбЁдёКЃЫЎЭбСђ。вдЪЏЛвЪЏ-ЪЏИрЗЈЮЊЛљДЁЕФЖржжЪЊЗЈЭбСђЙЄве(ДЋЭГПеЫў、ИДКЯЫў、pHЗжЧј)ЪЪгУгкИїжжУКжжЕФаТ、ИФ、РЉНЈЛ№ЕчГЇЕФSO2жЮРэ,ЪЕЯжДяБъХХЗХ,ЕЋЛљгкЭбСђНЌвКдкЫўФкДЋжЪЮќЪеЗНЪНЕФВювь,ЩЯЪіЙЄведкЭбСђаЇТЪ、ФмКФ、дЫааЮШЖЈадЕШжИБъЗНУцвВИїВЛЯрЭЌ,гІЭГГяПМТЧ,бЁдёЪЪгУгкВЛЭЌбЬЦјSO2ХЈЖШЬѕМўЯТЕФДяБъХХЗХММЪѕ。ЩЯЪіИїжжММЪѕЕФДяБъЪЪгУадМћБэ12。2.7 ЖўбѕЛЏСђГЌЕЭХХЗХзюМбПЩааММЪѕSO2ГЌЕЭХХЗХММЪѕгІВЩгУГЩЪьПЩПП、дЫааАВШЋЮШЖЈ、ММЪѕОМУКЯРэЕФЭбСђЙЄвеММЪѕ,ТњзудкЕчГЇЙцЖЈЕФдбЬЦјSO2ХЈЖШЗЖЮЇФкЪЕЯжХХЗХЕЭгк35mg/m3,ВЂашгХЯШПМТЧЭбСђзАжУЕФГЄЦкдЫааЕФПЩППадКЭЮШЖЈад。ЛљгкЪЏЛвЪЏНЌвКЮќЪеSO2ВЂЩњГЩЪЏИрЕФЪЊЗЈЭбСђЙЄвеЪЧЕБЧАгІЖдИїРрУКжжЪЕЯжSO2ГЌЕЭХХЗХЕФзюМбПЩааММЪѕ;СэвЛЗНУц,Л№ЕчГЇЮлШОЮяГЌЕЭХХЗХвЊЧѓХХЗХбЬЦјЭЌВНЪЕЯжПХСЃЮяаЁгк10mg/m3、SO2аЁгк35mg/m3、NOxаЁгк50mg/m3,вђДЫИїРрЪЏЛвЪЏ-ЪЏИрЪЊЗЈЭбСђЙЄведкШЗБЃSO2ДяЕНГЌЕЭХХЗХЯожЕЧАЬсЯТЛЙгІПМТЧаЭЌЭбГ§ПХСЃЮяаЇТЪ。ЖдгкбЬЦјSO2ХЈЖШдк1000mg/m3вдЯТЕФЕЭЕЭСђУК,ДЋЭГПеЫўХчСмЪЏЛвЪЏ-ЪЏИрЗЈЪЧГЌЕЭХХЗХзюМбПЩааММЪѕ;ЖдгкбЬЦјSO2ХЈЖШдк1000~2000mg/m3ЕФЕЭСђУК,а§ЛуёюКЯ、ЗаЬкХнФ、а§СїЙФХн、ЫЋЭаХЬОљСїдіаЇАхЕШИДКЯЫўЭбСђММЪѕКЭЕЅЫўЫЋбЛЗ、ЫЋЫўЫЋбЛЗ、ЕЅЫўЫЋЧјЕШПеЫўpHЗжЧјММЪѕЪЧГЌЕЭХХЗХзюМбПЩааММЪѕ,ИУРрЭбСђЙЄвеЯЕЭГаЭЌГ§ГОаЇТЪАД60%~70%МЦ。ЖдгкбЬЦјSO2ХЈЖШдк2000-6000mg/m3жЎМфЕФжаСђУК,ИДКЯЫўММЪѕЮЊГЌЕЭХХЗХзюМбПЩааММЪѕ,ЕЋЪЧЯЕЭГФмКФНЋгаЫљдіМг;pHЗжЧјММЪѕврЮЊГЌЕЭХХЗХзюМбПЩааММЪѕ,ЕЋЩшБИдьМл、еМЕиЩЯЩ§。НсКЯИпаЇГ§ГОГ§ЮэзАжУ,ЮэЕЮХЈЖШПЩПижЦдк20mg/m3вдЯТ,ећИіЯЕЭГаЭЌГ§ГОаЇТЪПЩАД60%~80%МЦ。ЖдгкбЬЦјжаSO2ХЈЖШдк6000mg/m3вдЩЯЕФИпСђУК,ПеЫўpHЮяРэЗжЧјММЪѕЮЊГЌЕЭХХЗХзюМбПЩааММЪѕ,а§ЛуёюКЯвВПЩзїЮЊзюМбПЩааММЪѕ。НсКЯИпаЇГ§ГОГ§ЮэзАжУ,ЮэЕЮХЈЖШПЩПижЦдк20mg/m3вдЯТ,ећИіЯЕЭГаЭЌГ§ГОаЇТЪПЩАД60%~80%МЦ。дкгЕгаНЯКУКЃгђРЉЩЂЬѕМўЕФБѕКЃЛ№ЕчГЇ,ШыПкбЬЦјSO2ХЈЖШдк2000mg/m3вдЯТ,КЃЫЎЭбСђЪЧзюМбПЩааММЪѕ。МгзАШ§МЖГ§ЮэЦїЕШИпаЇГ§ЮэЦїКѓ,ЭбСђЯЕЭГаЭЌГ§ГОаЇТЪПЩАД50%~60%МЦ。ЖдгкШБЫЎЕиЧјШыПкбЬЦјSO2ХЈЖШдк1500mg/m3вдЯТ300MWМЖвдЯТЕФЕЭСђУКЛњзщЛђгаТЏФкЭбСђЕФCFBЛњзщ,бЬЦјбЛЗСїЛЏДВЭбСђММЪѕПЩЮЊГЌЕЭХХЗХзюМбПЩааММЪѕ。ЖдгкЕчГЇжмЮЇгаЮШЖЈАБдДЧвГЇжЗИННќОгУёНЯЩй、ЛЗОГВЛУєИаЕФ300MWМЖвдЯТЕФУКЕчЛњзщ,АБЗЈЭбСђММЪѕПЩЮЊГЌЕЭХХЗХзюМбПЩааММЪѕ,ЙиМќЪЧвЊНтОіАБЬгвнЮЪЬт,ШЗБЃПХСЃЮяЪЕЯжГЌЕЭХХЗХ。ЩЯЪіИїжжГЌЕЭХХЗХММЪѕЪЪгУадМћБэ13。